- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Analiza „bandei moarte” în supapele de control
2022-09-25
Bandele moarte sunt principala cauză a abaterilor în procesele supradimensionate. Supapele de control sunt o sursă majoră de bandă moartă într-o buclă de instrumentare pentru o varietate de motive, cum ar fi frecarea, deplasarea aerului, răsucirea bobinei, banda moartă în amplificatoare sau supapele glisante.
Banda moartă este un fenomen comun și se referă la intervalul sau lățimea valorii de ieșire a controlerului care nu permite variabilei de proces testate să se schimbe atunci când semnalul de intrare își schimbă direcția. Când apare o perturbare a sarcinii, variabila de proces se abate de la punctul de referință. Acest deViația este apoi corectată printr-o acțiune corectivă generată de controlor și revenită la proces. Cu toate acestea, o modificare inițială a ieșirii controlerului poate să nu producă o modificare corectivă corespunzătoare a variabilei de proces. O modificare a unei variabile de proces corespunzătoare va avea loc numai dacă ieșirea controlerului se modifică cu o sumă suficient de mare pentru a depăși schimbarea benzii moarte.
Dacă ieșirea controlerului își schimbă direcția, semnalul controlerului trebuie să depășească banda moartă pentru a produce o modificare corectivă a variabilei procesului. Prezența unei benzi moarte în proces înseamnă că ieșirea controlerului trebuie să fie mărită la o cantitate suficient de mare pentru a depăși banda moartă. și numai atunci va avea loc o acțiune corectivă.
â Cauzele benzilor moarte
Există multe cauze ale benzilor moarte, dar frecarea și deplasarea aerului în supapele de control, răsucirea axului supapelor rotative și benzile moarte din amplificatoare sunt câteva forme comune. Deoarece cea mai mare parte a acțiunii de control de modulare este alcătuită din schimbări mici de semnal (1% sau mai puțin), o supapă de control cu o bandă moartă mare poate să nu răspundă deloc la atât de multe schimbări mici de semnal. O supapă bine fabricată ar trebui să poată răspunde la semnale de 1% sau mai puțin pentru a reduce în mod eficient gradul de abatere a procesului. Cu toate acestea, nu este neobișnuit ca supapele să aibă benzi moarte cu 5% mai mari. Într-un audit recent al fabricii, s-a constatat că 30% dintre supape au mai mult de 4% bandă moartă. Peste 65% dintre buclele de control auditate au avut benzi moarte mai mari de 2%.
● Impactul benzilor moarte
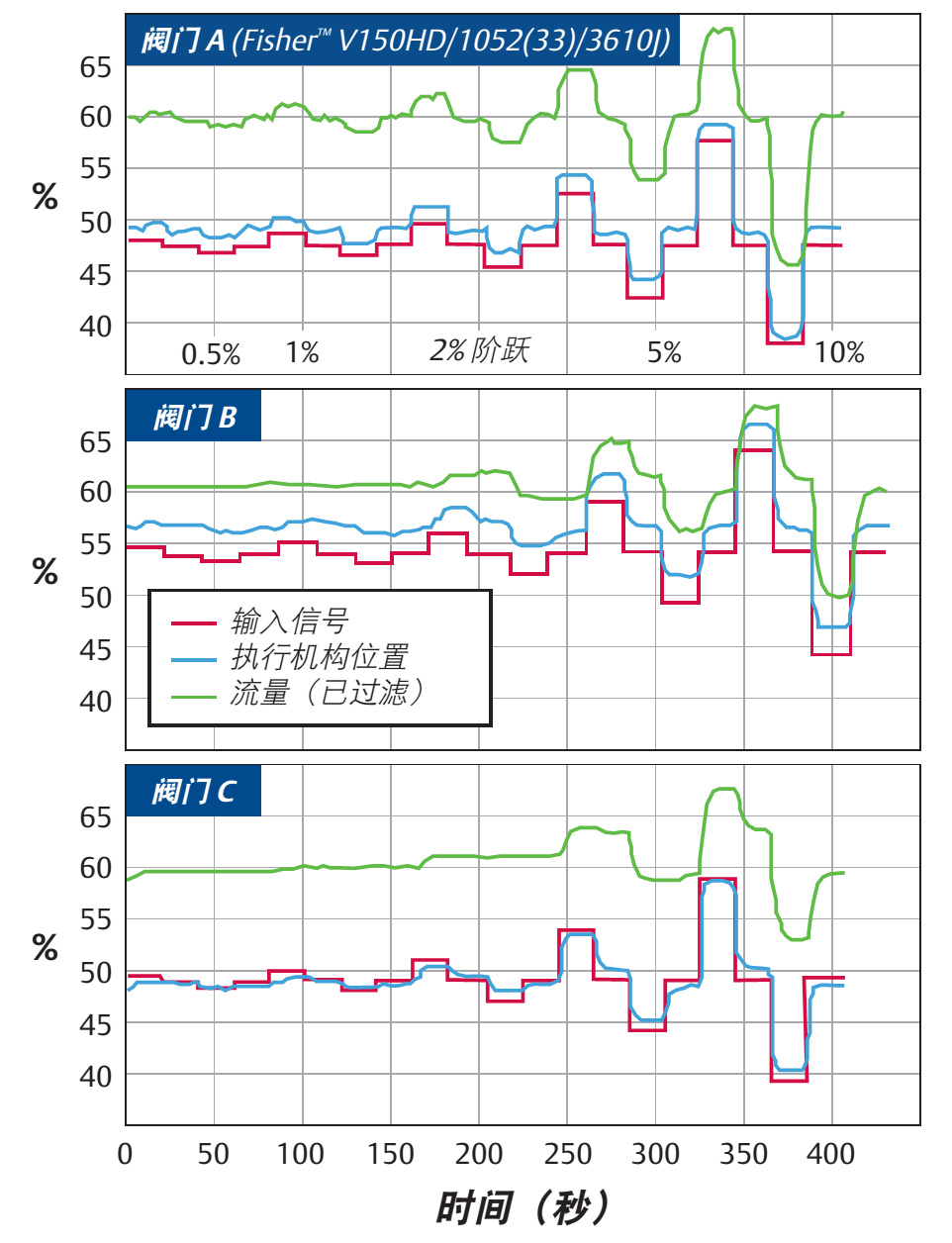
Acest grafic reprezintă un test în buclă deschisă a trei supape de control diferite în condiții normale de proces. Aceste supape primesc un interval de intrări în trepte de la 0,5% la 10%. Testele în etape în condiții de fluid sunt necesare deoarece aceste condiții permit evaluarea performanței întregului ansamblu de supapă de control, mai degrabă decât doar a actuatorului supapei, așa cum este cazul majorității testelor standard.
● Teste de performanță
Unele teste de performanță a supapei de control se limitează la compararea semnalului de intrare cu cursa tijei de împingere a actuatorului. Acest lucru este înșelător, deoarece ignoră performanța supapei în sine.
Ceea ce este critic este măsurarea performanței dinamice a supapei în condiții de fluid, astfel încât modificările variabilelor de proces să poată fi comparate cu modificările semnalului de intrare la ansamblul supapei. Dacă doar tija supapei răspunde la o modificare a semnalului de intrare al supapei, atunci acest test are o relevanță redusă deoarece nu există nicio corecție pentru abaterile de proces fără o modificare corespunzătoare a variabilei de control.
În toate cele trei teste de supapă, mișcarea tijei de împingere a actuatorului a răspuns bine la modificările semnalului de intrare. Pe de altă parte, supapele diferă considerabil în ceea ce privește capacitatea lor de a modifica debitul ca răspuns la o modificare a semnalului de intrare.
Valva A, variabila de proces (debitul) răspunde bine la un semnal de intrare de până la 0,5%.
Supapa B, necesită o modificare a semnalului de intrare mai mare de 5% înainte de a începe să răspundă bine la fiecare pas de semnal de intrare.
Supapa C, semnificativ mai proastă, necesită o modificare a semnalului mai mare de 10% înainte de a începe să răspundă bine la fiecare pas de semnal de intrare.
În general, capacitatea supapelor B sau C de a îmbunătăți abaterea procesului este foarte slabă.
● Frecare
Frecarea este o cauză majoră a benzilor moarte în supapele de control. Supapele rotative sunt foarte sensibile la frecare cauzată de sarcina mare a scaunului necesară pentru etanșare. Pentru unele tipuri de etanșare, sunt necesare încărcări mari ale scaunului pentru a obține un rating de închidere. Datorită forțelor mari de frecare și rigidității reduse la deformare, arborele supapei se răsucește și nu poate transmite mișcarea elementului de comandă. Ca rezultat, o supapă rotativă prost proiectată poate prezenta o bandă moartă mare care are în mod clar o influență decisivă asupra gradului de abatere a procesului.
Producătorii lubrifiază de obicei garniturile supapelor rotative în timpul procesului de fabricație, dar după doar câteva sute de cicluri, stratul de lubrifiere se uzează. În plus, sarcinile induse de presiune pot provoca și uzura etanșării. Rezultatul este că pentru unele tipuri de supape, frecarea supapei poate crește cu 400% sau mai mult. Acest lucru arată clar că concluziile trase despre performanță prin utilizarea datelor de la tipuri standard pentru a evalua supapele înainte ca cuplul să se stabilească sunt înșelătoare. Supapele B și C arată că acești factori de cuplu de frecare mai mari pot avea un efect devastator asupra performanței unei supape de control.
Frecarea ambalajului este principala sursă a supapelor de control a cursei indirecte de frecare. La aceste tipuri de supape, frecarea măsurată poate varia considerabil în funcție de forma supapei și de configurația garniturii.
Acest decalaj poate provoca discontinuități în mișcare atunci când dispozitivul își schimbă direcția. Lacune apar de obicei la dispozitivele cu diferite configurații ale angrenajelor. Dispozitivele de acționare cu cremalieră și pinion sunt deosebit de sensibile la benzi moarte datorită spațiului liber. Unele conexiuni ale arborelui supapei au, de asemenea, probleme cu benzile moarte.
Deși frecarea poate fi redusă semnificativ printr-un design bun al supapei, este o problemă dificilă de eliminat complet. O supapă de control bine proiectată și fabricată ar trebui să fie capabilă să elimine benzile moarte din cauza spațiului liber. Pentru a obține rezultate optime în reducerea abaterilor de proces, spațiul mort total al întregului ansamblu de supapă ar trebui să fie mai mic sau egal cu 1%, rezultatul ideal fiind de până la 0,25%.